Spuitgietmachine met koude kamer moet een zekere marge hebben op het gebied van prestaties, parameters, efficiëntie en veiligheid om een bevredigende opbrengst, productiviteit en veiligheid te garanderen
Productartikel:
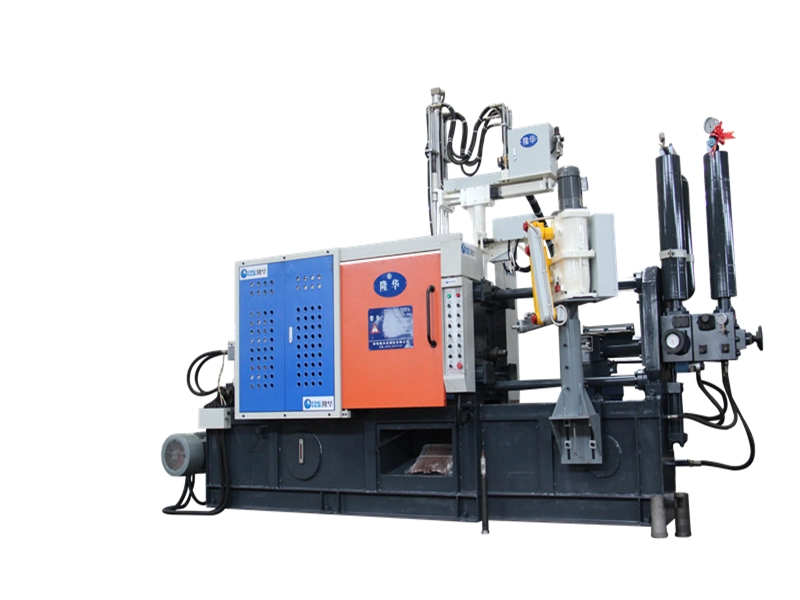
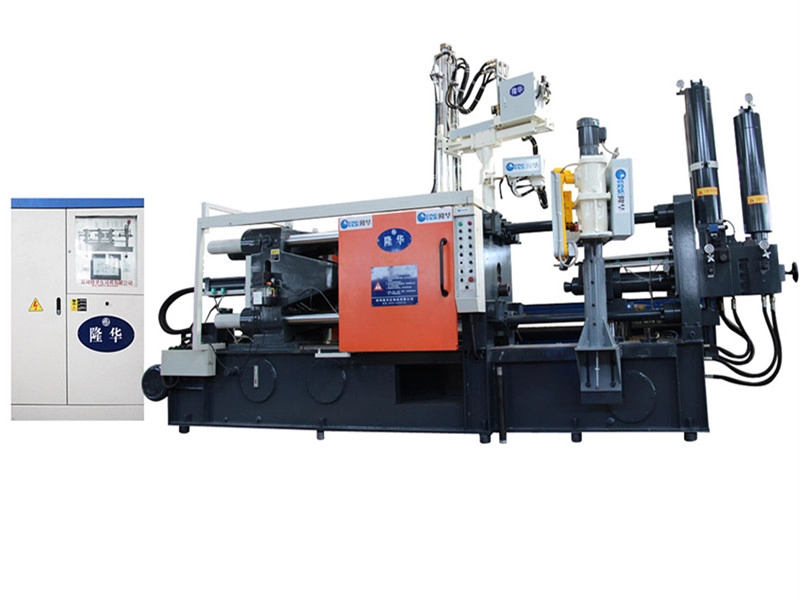
Volautomatische spuitgietmachines voor het produceren van aluminium gietstukken (LH-180T)
Spuitgietmachine, tot op zekere hoogte, vanwege de voordelen van maatnauwkeurigheid en oppervlaktegladheid van producten, over het algemeen geen mechanische verwerking maar direct gebruik of een kleine hoeveelheid verwerking, dus het verbetert niet alleen de bezettingsgraad van metaal, maar vermindert ook veel van verwerkingsapparatuur en werkuren. Gemakkelijke gietprijs; Gecombineerd spuitgieten kan worden gebruikt voor andere metalen of niet-metalen materialen. Het bespaart montagetijd en metaal.


LH SERIE STANDAARD PARAMETERTABEL (LH-180T)
ITEMS | EENHEID | SPECIFICATIE |
HYDRAULISCHE WERKDRUK | MPA | 14 |
KLEMKRACHT | KN | 1800 |
RUIMTE TUSSEN DOORSPANNEN | MM | 480*450 |
DIAMETER DOORBINDING | MM | ¢85 |
DIE OPENINGSSLAG | MM | 380 |
INJECTIEKRACHT (INTENSIFICEREN) | KN | 270 |
INTRODUCTIE AFSTAND PLUNGER | MM | 130 |
INJECTIE POSITIE: | MM | 0 -- 140 |
DIAMETER PLUNGER | MM | ¢50----¢70 |
INJECTIESLAG | MM | 350 |
GIETDRUK (INTENSIFICEREN) | MPA | 112/78/57 |
UITSTEKENDE FIANGE | MM | 10 |
CASTING FIANGE DIAMETER | MM | 110 |
MAX GIETGEBIED ONDER 40MPA | CM2 | 450 |
LNJECTIEGEWICHT (AL) | KG | 2.4 |
MATRIJS HOOGTE (MIN--MAX) | MM | 200~550 |
UITWERPKRACHT | KN | 110 |
EJECTORSLAG | MM | 80 |
MOTORVERMOGEN | KW | 15 |
AFMETINGEN MACHINE (L*B*H) | M | 5.22*1.4*2.35 |
REFERENTIEEL MACHINEGEWICHT VOOR UPLIFTING | T | 6.7 |
OLIETANK CAPACITEIT | L | 600 |
PS:WIJ BEHOUDEN HET RECHT VOOR OM ENIGE TECHNISCHE VERBETERING ZONDER VERDERE KENNISGEVING AAN TE BRENGEN
De werkprocedure van de spuitgietmachine met koude kamer:
1. Sluit de mal.
2. Giet de metaalvloeistof al dan niet handmatig in de drukkamer.
3. De bovenste stoot beweegt naar beneden met een lagere schietsnelheid, komt de perskamer binnen en bereikt het metaalvloeistofniveau dat er net contact mee maakt.
4. De bovenste pons verandert naar een hogere injectiesnelheid om naar beneden te drukken, terwijl de onderste pons synchroon met de bovenste pons op relatieve afstand naar beneden beweegt met vloeibaar metaal in het middengedeelte.
5. Wanneer de huidige stempel tijdens bedrijf naar de opening van het uitlaatmondstuk beweegt, wordt de onderkant van de neerwaartse pas ondersteund, zodat de bovenste en onderste stempel de metaalvloeistof samendrukken en naar de mondstukopening spuiten (een deel van de directe loper) met hoge snelheid.
6. De metaalvloeistof komt de vormholte binnen vanuit de binnenste poort via de rechte loper die bestaat uit een mondstuk, poortafdekking, vast vormkegelgat en omleider.
7. Na het vullen handhaaft de bovenste stempel nog steeds een bepaalde druk totdat de metaalvloeistof in de vormholte volledig stolt in spuitgietdeel 1; De spruw en de metaalvloeistof in de perskamer worden respectievelijk gestold tot rechte spruw en resterende cake.
8. Opheffen en resetten van de bovenste stempel; Tegelijkertijd beweegt de onderste stempel omhoog om de resterende cake af te snijden die nog steeds verbonden is met de rechte poort.
9. Blijf de onderste stempel omhoog brengen, til de resterende cake naar de bovenkant van de drukkamer en verwijder deze handmatig of op een andere manier;
10. De onderste pons wordt teruggezet om de mondstukopening te verstoppen.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier